Textile auxiliaries meaning encompasses a vast range of chemical compounds and formulations used in the textile industry to enhance various processing stages, from fiber preparation to finishing. Understanding these auxiliaries is critical for optimizing textile production, improving product quality, and minimizing environmental impact. Their importance extends globally, impacting everything from fast fashion to high-performance technical textiles.
The textile industry, a significant contributor to the global economy, relies heavily on textile auxiliaries meaning to achieve desired fabric properties, such as colorfastness, wrinkle resistance, and water repellency. With a global market valued at billions of dollars, the demand for innovative and sustainable auxiliaries is constantly growing, driven by evolving consumer preferences and stringent environmental regulations. Organizations like the ISO are actively involved in setting standards for textile chemicals and auxiliaries.
The careful selection and application of textile auxiliaries meaning are crucial for addressing challenges like water pollution, energy consumption, and worker safety within the textile manufacturing process. Consequently, a deeper understanding of their functions, properties, and potential environmental effects is paramount for stakeholders across the entire textile supply chain.
The Essence of Textile Auxiliaries Meaning
At its core, textile auxiliaries meaning represents the chemical support system that enables efficient and high-quality textile production. These aren’t the core materials like fibers, but rather the substances added to aid in processes like dyeing, printing, and finishing. Their roles are multifaceted, acting as everything from wetting agents to dispersants, leveling agents, and fixing agents.
The impact of selecting the appropriate textile auxiliaries meaning cannot be overstated. It directly affects the final product’s characteristics—its feel, appearance, durability, and performance. Modern textile manufacturing demands specialized auxiliaries to meet increasingly stringent performance criteria and sustainability goals.
Global Relevance and Industry Context
Textile auxiliaries meaning are globally relevant due to the pervasive nature of the textile industry. From the cotton fields of India and the garment factories of Bangladesh to the high-tech textile mills of Germany and the USA, auxiliaries are used in every stage of textile processing. The industry supports millions of jobs and contributes significantly to the GDP of many nations.
The global textile chemical market is estimated to be worth over $25 billion, with a projected growth rate of around 4-5% annually. This growth is fueled by increasing demand for textiles in emerging economies, coupled with a rising focus on sustainable and eco-friendly production practices. Regulatory bodies like REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) in Europe and the EPA (Environmental Protection Agency) in the USA are driving innovation towards safer and more environmentally responsible auxiliaries.
However, the widespread use of textile auxiliaries meaning also presents challenges. The release of untreated wastewater containing harmful chemicals is a major environmental concern, particularly in regions with lax environmental regulations. Addressing this requires a shift towards closed-loop systems, biodegradable auxiliaries, and improved wastewater treatment technologies.
Defining Textile Auxiliaries Meaning
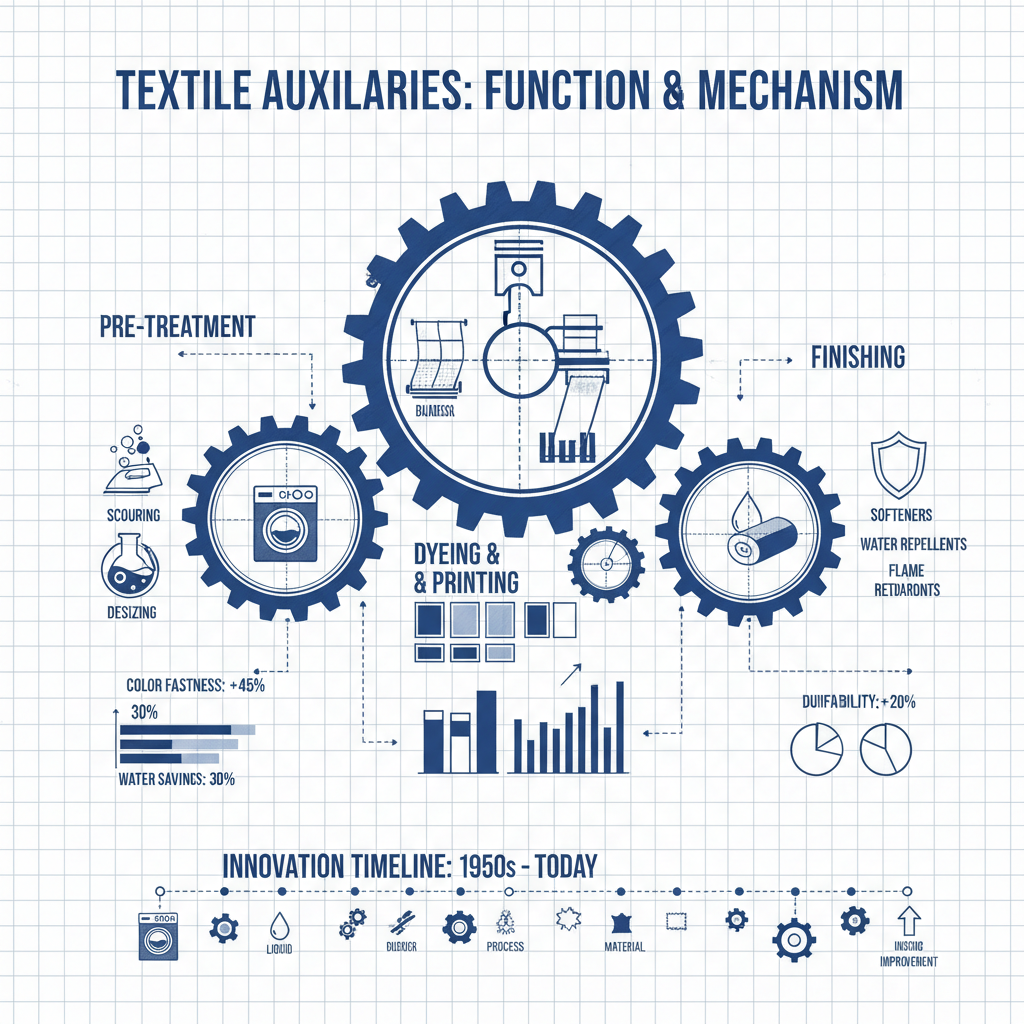
Textile auxiliaries meaning are defined as chemical substances that are added during textile processing to improve the efficiency of a process or to impart desired characteristics to the final textile product. They are not consumed in the process but facilitate it, and are typically applied in relatively small amounts. They can be broadly categorized into pre-treatment auxiliaries, dyeing auxiliaries, printing auxiliaries, and finishing auxiliaries.
The connection to modern industry extends beyond simple processing aids. Auxiliaries are increasingly engineered to provide specific functionalities, such as UV protection, antimicrobial properties, and flame retardancy, catering to the demand for high-performance textiles in various sectors like sportswear, healthcare, and protective clothing. Their development is often driven by advancements in chemical engineering and materials science.
In the context of humanitarian needs, the efficient production of affordable and durable textiles is critical. Textile auxiliaries meaning play a vital role in ensuring that textiles used in clothing, shelter, and medical supplies meet the necessary standards of quality and hygiene. By optimizing production processes and reducing waste, auxiliaries contribute to making textiles more accessible to vulnerable populations.
Key Factors Influencing Auxiliary Performance
Several key factors dictate the effectiveness of textile auxiliaries meaning. First, Compatibility with other chemicals and the fiber type is paramount. An auxiliary that doesn’t dissolve or react properly will be ineffective and can even cause defects. Second, Stability under processing conditions – including temperature, pH, and mechanical stress – is critical for consistent results.
Third, Dosage requires precise control. Using too little may result in inadequate performance, while overusing can lead to undesirable side effects or increased costs. Fourth, Environmental impact is increasingly important, with a growing preference for biodegradable, low-toxicity auxiliaries.
Textile Auxiliaries Meaning Performance Metrics
Applications Across Textile Processes
Textile auxiliaries meaning are integral to nearly every step of textile processing. In pre-treatment, wetting agents and scouring agents prepare fibers for subsequent processes by removing impurities. During dyeing, leveling agents ensure uniform color distribution, while fixing agents enhance colorfastness.
In printing, thickeners and binders provide the necessary viscosity and adhesion for print pastes. Finally, finishing auxiliaries impart desirable properties like softness, wrinkle resistance, and water repellency. Specific applications vary significantly depending on the fiber type, desired fabric properties, and the specific processing technology employed.
Advantages and Value Proposition
The advantages of using appropriate textile auxiliaries meaning are significant. Cost efficiency is achieved through optimized processing, reduced water and energy consumption, and minimized waste. Sustainability is enhanced by employing eco-friendly auxiliaries that minimize environmental impact.
The long-term value extends beyond economic and environmental benefits. Improved product quality leads to increased customer satisfaction and brand reputation. Enhanced worker safety is ensured through the use of less hazardous chemicals. Ultimately, textile auxiliaries meaning are crucial for fostering innovation and maintaining competitiveness in the global textile market.
Future Trends and Innovations in Textile Auxiliaries
The future of textile auxiliaries meaning is being shaped by several key trends. Biotechnology is playing an increasingly important role, with the development of enzyme-based auxiliaries offering sustainable alternatives to traditional chemicals. Nanotechnology is enabling the creation of auxiliaries with enhanced functionalities, such as self-cleaning and antimicrobial properties.
Digitalization and automation are also transforming the industry, with the use of smart auxiliaries and automated dosing systems optimizing process control and reducing waste. Furthermore, the growing demand for circular economy principles is driving the development of auxiliaries that facilitate textile recycling and reuse.
Challenges & Solutions
Despite their benefits, challenges remain in the effective use of textile auxiliaries meaning. These include the high cost of some innovative auxiliaries, the complexity of formulating blends, and the potential for adverse environmental effects if not managed properly.
Solutions involve increased research and development to lower the cost of sustainable alternatives, the development of user-friendly formulation tools, and the implementation of stringent wastewater treatment technologies. Collaboration between chemical suppliers, textile manufacturers, and regulatory bodies is crucial for addressing these challenges and promoting responsible chemical management.
Another significant challenge is ensuring consistent quality and performance across different batches of auxiliaries. Implementing robust quality control measures and utilizing advanced analytical techniques are essential for maintaining product reliability and minimizing production issues.
Summary of Key Challenges and Solutions in Textile Auxiliaries Meaning
| Challenge |
Impact on Textile Production |
Potential Solution |
Implementation Timeline |
| High Cost of Sustainable Auxiliaries |
Reduced adoption of eco-friendly practices |
Increased R&D, economies of scale |
Medium-Term (3-5 years) |
| Complex Formulation Blends |
Inconsistent performance, increased waste |
AI-powered formulation tools |
Short-Term (1-2 years) |
| Environmental Impact of Wastewater |
Pollution, regulatory scrutiny |
Advanced wastewater treatment |
Long-Term (5+ years) |
| Inconsistent Auxiliary Quality |
Production defects, reduced efficiency |
Robust quality control systems |
Immediate |
| Lack of Skilled Personnel |
Improper application, suboptimal results |
Training programs, knowledge sharing |
Medium-Term (2-3 years) |
| Regulatory Compliance Complexity |
Increased costs, potential legal issues |
Streamlined reporting, regulatory harmonization |
Long-Term (5+ years) |
FAQS
Conventional textile auxiliaries often contain harmful chemicals like APEOs, formaldehyde, and heavy metals. These can pollute waterways, harm aquatic life, and pose health risks to workers and consumers. The discharge of untreated wastewater from textile mills is a major environmental problem, particularly in developing countries. Sustainable alternatives and improved wastewater treatment are crucial for mitigating these concerns.
Textile manufacturers can reduce their reliance on hazardous auxiliaries by transitioning to bio-based alternatives, optimizing process parameters to minimize chemical usage, implementing closed-loop water recycling systems, and investing in advanced wastewater treatment technologies. Collaboration with chemical suppliers to develop and adopt safer formulations is also essential.
Certifications like OEKO-TEX® Standard 100 and bluesign® play a vital role in ensuring the responsible use of textile auxiliaries. These certifications assess the chemical safety of textiles and auxiliaries throughout the entire supply chain, ensuring that products meet strict environmental and health standards. They provide consumers with confidence and promote transparency within the industry.
Nanotechnology is revolutionizing textile auxiliaries by enabling the development of materials with enhanced functionalities. Nanoparticles can be used to impart properties like water repellency, antimicrobial activity, UV protection, and self-cleaning capabilities. However, it’s crucial to assess the potential environmental and health impacts of nanomaterials and ensure their safe and responsible use.
The selection of textile auxiliaries must be tailored to the specific fiber type. Different fibers (e.g., cotton, polyester, wool) have varying chemical properties and require different auxiliaries for optimal processing. Considerations include fiber reactivity, solubility, and compatibility with other chemicals used in the process. Incorrect auxiliary selection can lead to poor results or damage the fiber.
While sustainable auxiliaries may have a higher upfront cost, the long-term benefits often outweigh the initial investment. These benefits include reduced environmental impact, improved brand reputation, enhanced worker safety, and potential cost savings through reduced waste and water consumption. Furthermore, increasing consumer demand for sustainable products can create a competitive advantage.
Conclusion
In conclusion, understanding textile auxiliaries meaning is paramount for a sustainable and efficient textile industry. From optimizing processing stages to enhancing product performance and minimizing environmental impact, these chemical compounds are integral to modern textile manufacturing. The future of the industry hinges on innovation, a commitment to sustainable practices, and a responsible approach to chemical management.
We encourage you to explore further and embrace sustainable solutions. Staying informed about the latest advancements in textile auxiliaries meaning is crucial for remaining competitive and meeting the evolving demands of the global market. Visit our website at dyeingchem.com to learn more about our range of textile auxiliaries and how we can help you achieve your sustainability goals.